A while back, I asked for forum guidance regarding a new mill....
http://madmodder.net/index.php?topic=4312.0Well, It's
finally. "finished"!

Looking back..... It was a straightforward stripdown/ rebuild. Slightly more so, than any Chinese new machine.
New R8 spindle. Wonky locating peg. Pulled, re inserted, pressed back into place in me vice.......
 My Chester Conquest Mill.....
My Chester Conquest Mill.....The planned taper roller bearings are wider than the originals.
So, I turned the lower seat area as close as I sensibly could to the locating peg......
 My Chester Conquest Mill.....
My Chester Conquest Mill.....The machine arrived. Took off the head, stripped completely....
 My Chester Conquest Mill.....
My Chester Conquest Mill.....The spindle was oversize. The bearings would not have fitted without a
lot of brute force. So, I had to ease the diameters with fine emery, until there was only interference in the bearing seat area.
Made plastic plugs for the now unused holes......
 My Chester Conquest Mill.....
My Chester Conquest Mill.....Top bearing and polished spindle........
 My Chester Conquest Mill.....
My Chester Conquest Mill.....The pulleys lined up perfectly, thanks to the lower bearing seat.
Look! No gears! The pulley was a little loose, running slightly eccentric on the spindle.......
 My Chester Conquest Mill.....
My Chester Conquest Mill.....Two years on from my last Conquest, they're still using the quirky stickers.......
 My Chester Conquest Mill.....
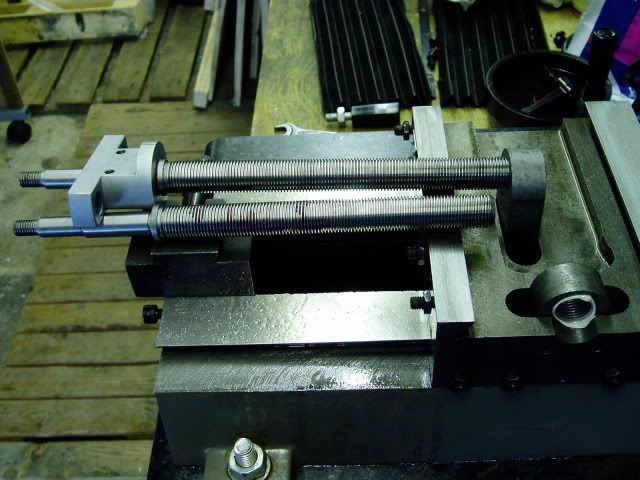
My Chester Conquest Mill.....Head back on. Time to fit/ lube the X and Y slideways.
Hmmm...... The leadscrew's a little short.......
 My Chester Conquest Mill.....
My Chester Conquest Mill.....Quick phonecall to Chester. "Oh? Now
, that's a new one!"
Mk II screw arrived, next day.......
 My Chester Conquest Mill.....
My Chester Conquest Mill.....I
really, don't like the Z axis fine feed knob.......
Bored out an old Warco lathe handwheel, to match a small spigot on the knob......
 My Chester Conquest Mill.....
My Chester Conquest Mill.....A few spots of sleeve retainer......
 My Chester Conquest Mill.....
My Chester Conquest Mill.....Looks ok, I think. Works well too.......
 My Chester Conquest Mill.....
My Chester Conquest Mill.....Now, it's time to do all the little tweaks which improve the handling/ working/ adjustment etc.
Filed a drill point on all the gib screws. Straightened and polished the gibs. Swapped the silly handwheel locknuts for stiffnuts.
I
really dislike the wobbly handwheel handles..... So, I drill a piece of 10mm brass 8mm through. Then taper file the o/d to match the handle's taper bore.....
 My Chester Conquest Mill.....
My Chester Conquest Mill....."Screw" it on. Part off.... Grease and assemble......
 My Chester Conquest Mill.....
My Chester Conquest Mill.....Last job was to fit the rubber bellows. Found they were both tight as a drumskin at full traverse.
Another phonecall produced a rear (largest) bellows, only. So, I fitted that one at the front.
The new rear one came from Arc Euro.
Job done, apart from final tramming.......
 My Chester Conquest Mill.....
My Chester Conquest Mill.....I'm a bit pleased with that......

David D


