I don't have much to show for 4+ hours of work.
My first goal was to mill the brass to size for the conrods, but I was having all sort of problems with the finish. After changing endmills a few times without success, I noticed a little light on the control panel of the VFD :
rev. I had been running the spindle in reverse.

This is not something that would be likely to happen using the normal mill switch. Either I left it in reverse after boring the eccentric straps in back gear, or I fat-fingered the button (which is right above the
run button. As I was running the mill at 2000 RPM I didn't really notice that it was turning back-asswards.
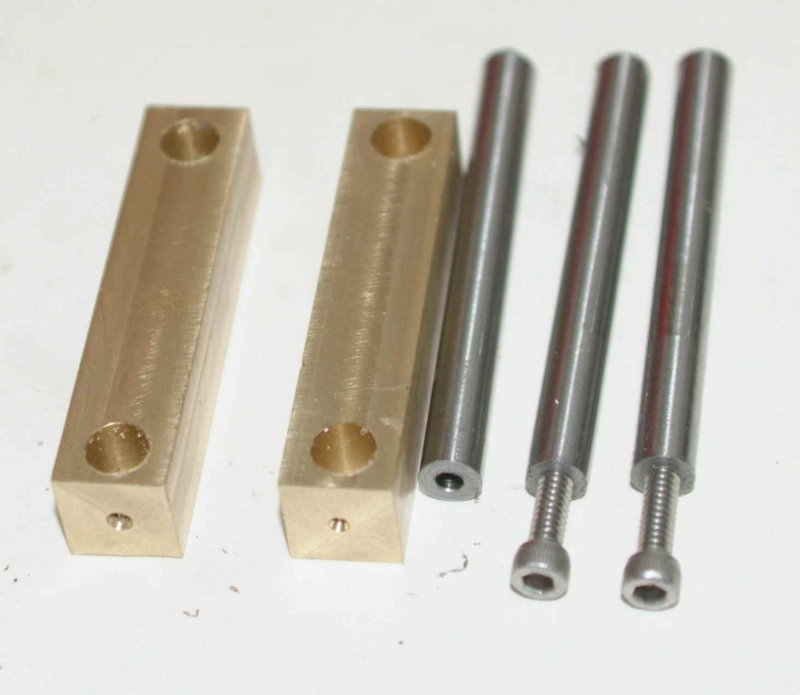
So after wating a fair amount of time I did manage to mill the brass to size, center drill the ends, and drill/ream the holes at 1/4". My intention is to turn the conrod like John's, between centers. Since I need to borrow a lathe dog from school to do this I'm leaving the rest of the milling for afterwards.
I then decided to make the crosshead guide bars from some 1/4" drill rod. After some calculations on dimensions I settled on drilling and tapping the ends for 6-32 screws. Rather than mess around with the collet blocks to hold the rod, I switched to the rubberflex collet chuck. Drilling the rods was not much of a problem. However, when I attempted to tap the first one still chucked, I broke my automotive-quality tap off in the hole. I was able to extract the tap, and decided to tap the rods later using the mill as a tapping station. This rod didn't take will to parting either, as once the parting bit is halfway through the rod snaps off, and also causes the chucked end to bend at the chuck jaws. So after the first one, I just used the DRO to mark the length, parted just enough to show where to cut, and cut it off with a hacksaw.
Now that I had the 4 drilled pieces, I proceeded to tap them at the mill. The first two went fine, but on the third I snapped off my only remaining, good quality, 6-32 tap. So that was then end of that for now.

I decided it was time to take a break.
Perhaps I need to anneal these rods before tapping!?


