As a novice machinist, and unemployed at the moment, I have plenty of time .......... but very little cash.
I have been 'allocated' one (upstairs) room in the house in which to assemble my workshop, so it's 'micro' for me. In the end I want to be able to machine parts for my scale models, so a lathe, a sensitive drill, a tiny mill (of sorts) and a bench drill seemed to be the order of the day.
I doubt many will be interested, but I thought I might log my trials and tribulations in attempting to get this shop up and running.
The wife (bless her), bought me a Unimat SL-1000 for my anniversary a couple of years ago. She paid £80, and bought some carbide insert tools for it. The column was missing, the quill handle was missing, and various other parts that would have been supplied with the standard machine were also missing. Nevertheless the basic machine was all there and after a clean up, I used it on the kitchen table and to my surprise everything was accurate and I could get +- 0.001" in brass. Cool.

The machine was made in 1967/8 so its the better part of 40 years old ....... finding parts has proved to be a f*cking nightmare and the charges in the UK for them are extortionate, when you can find them. It has actually worked out cheaper to order them off a gunsmith in the states and have them shipped over! Way to go Randy you are a life saver.
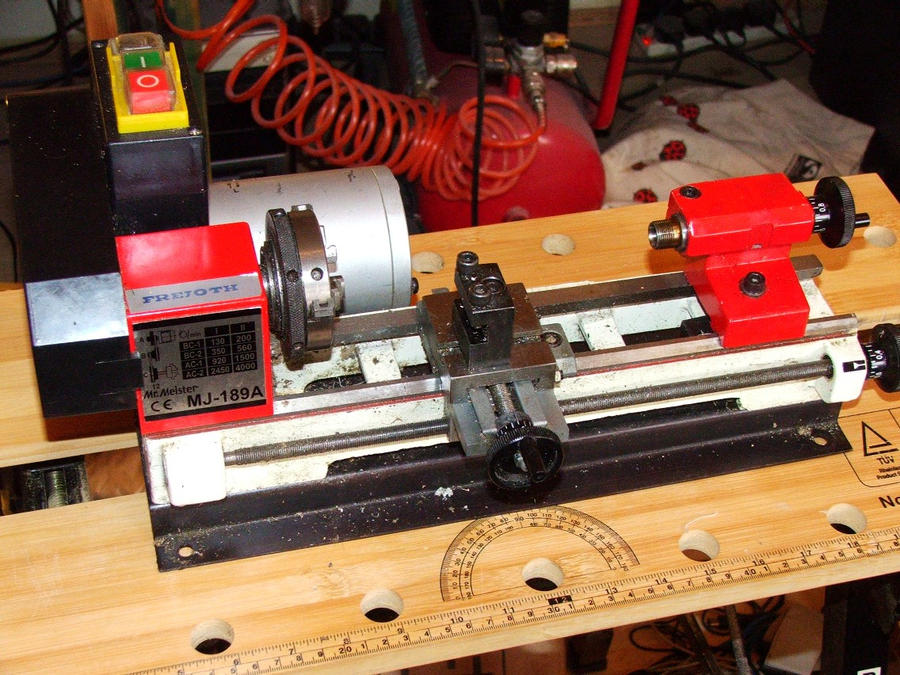
So I bought a 'Unimat 4' for £82.00 off ebay, the parts for this are readily available, and although it's a far eastern import and not a patch on the engineering of the Austrian ones, with careful setting up and adjustment it is on song.
I have a number of rotary tools (Dremel type), and I had made some mounts for them to use for odds and ends of work, but I needed the bench drill. No money meant trying to find summat cheap. I got one that was destined for the scrap heap and gave the guy a fiver for it. The English Electric 1/4 HP motor was worth that on it's own, so I think it was a bargain. However it was covered in sh*t and I thought it probably would draw circles instead of holes. I decided to do a refurbishment job on it.
So to the tribulations .......
I have learnt very quickly that my hand cut threads are crap. They are ALL out by a number of degrees, so some kind of giude for the taps and dies was needed. The two little lathes have no thread cutting ability, so something simple was required. The problem is that the distances between centres are very small, 5 or 6 inches at best. This means that the largest drill bit I can physically get into the lathes is 9mm (the chucks will take 10mm but it wont fit between centres). I could go looking for bigger drill bits that have a 10mm shank and are short reach, but they cost money and I don't have any......
So why oh why (Chronos and RDG) do you sell a boring tool listed as available for Unimat lathes, when it requires a starting hole 15mm in diameter??!! I could have bought a Glantz (lovely) but £13.50 is a lot when your on the dole, especially when you just forked out £5.75 on a Sorba that won't fit the largest hole that can be drilled on the bloody machines!
So, without any knowledge or experience I have had to hand grind a boring tool using just the Dremels and some tiny grinding wheels. I used an old woodworking drill bit since it was made of tool steel. If it works I'll eat my hat.
End of the first lesson .....





