The machining of the "softer" end of the 2MT Arbor was completed. The job was to turn down a 5/16" section and put on the 5/16" BSF thread to thread the Base on. The softer end of the supplied arbor seemed rather tough to work on with my little experience.
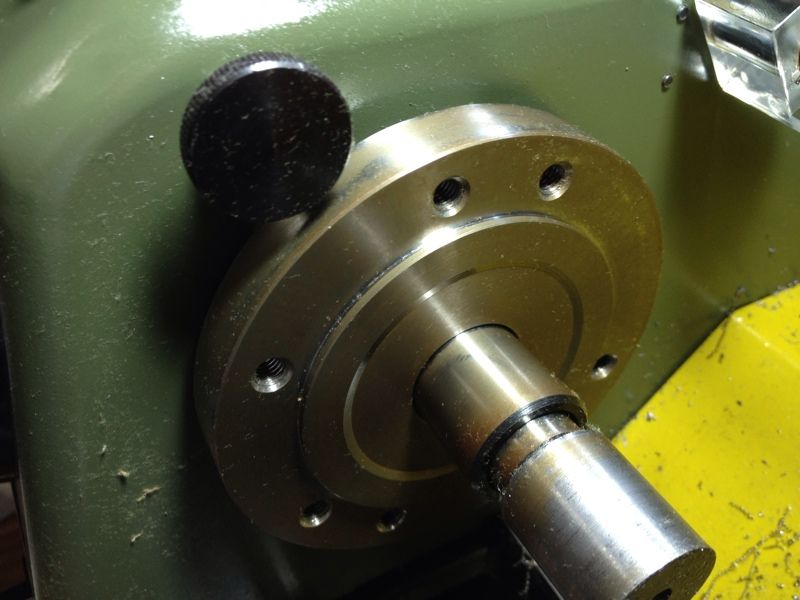
The 2MT arbor was fitted on a 2MT to 3MT adapter sleeve for the spindle bore. The "soft" end measured 1" in diameter. The first job is to turn this down to 3/4".
 Set-Over Centre
Set-Over CentreFirst is to reduce the 1" diameter to 3/4". Surface finish was rather bad.
 Set-Over Centre
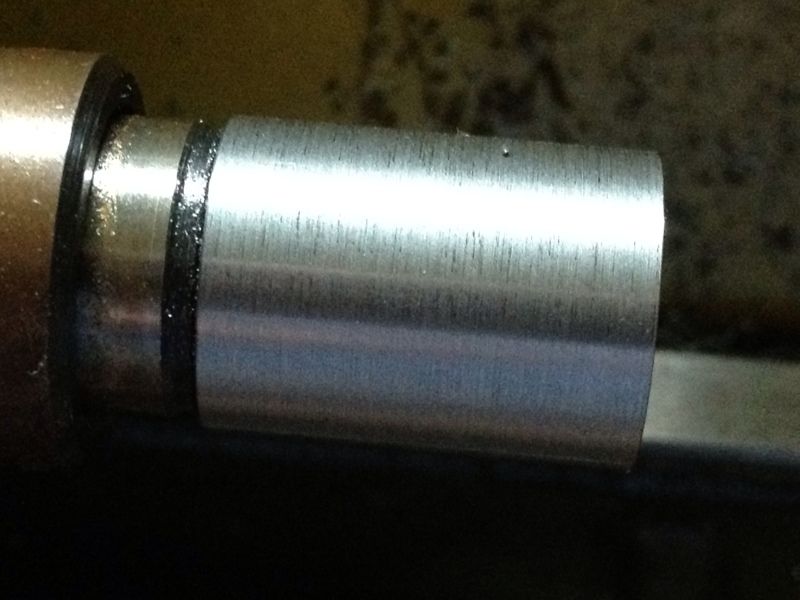
Set-Over CentreNext is to reduce a section down to 5/16" leaving 3/16" length of the stock at 3/4". In order to know which I should stop turning, I tried cutting a groove but parting this material turned out to be rather unpleasant. The AR Warner's part-off tool just jammed mid way through the cut. But what was done provided sufficent visual of the stop point.
 Set-Over Centre
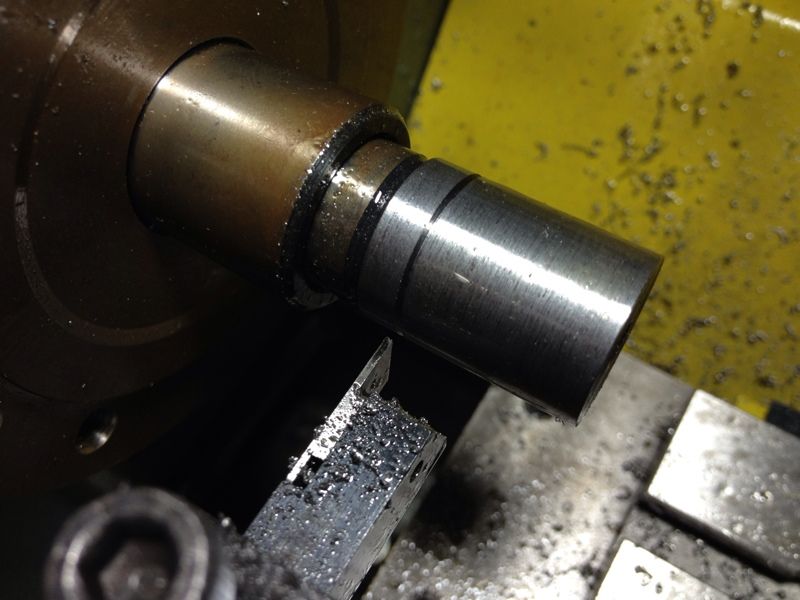
Set-Over CentreThe section was turned down as planned but short by about 3mm in diameter. Can't proceed as the live centre body was blocking the tool from furhter advancement.
 Set-Over Centre
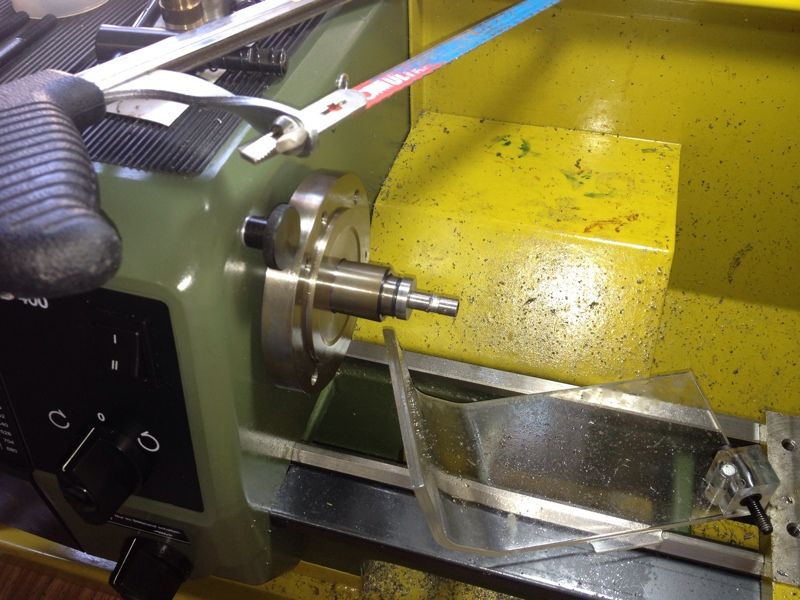
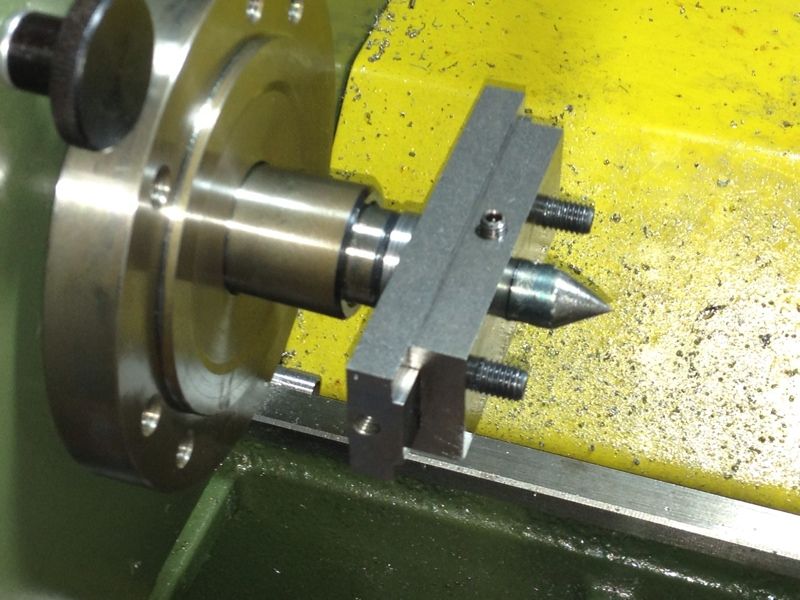
Set-Over CentreI don't really have a good feeling of what I'm doing on the arbor. There was slight wobbling when the lathe was powered on. And so the Centre Turning Accessory was brought out and put in service.
 Set-Over Centre
Set-Over CentreToo much pressure on the tailstock causing excessive heat. The grease was boiling, darkening the end of the section I was working on.
 Set-Over Centre
Set-Over CentreThe workpiece was taken out to clean off the burnt grease and reapply fresh dose. This time, I went easy on the tailstock when applying pressure.
 Set-Over Centre
Set-Over CentreAfter turning down to the required diameter, I tried parting off the excess with the sleeve back in the spindle bore. It didn't work. I can feel the job flexing away from the parting blade. The spindle guard was removed and the hacksaw drafted into service. Thank God I've only about 7.9mm diameter to saw through.
 Set-Over Centre
Set-Over CentreFacing done and sharp edges deburred with a file. The shoulder was also faced making it nice and flat.
 Set-Over Centre
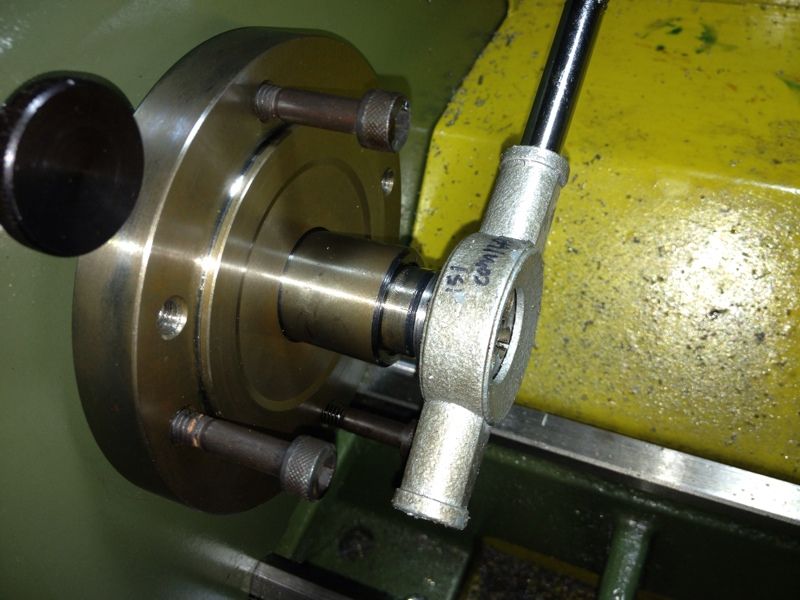
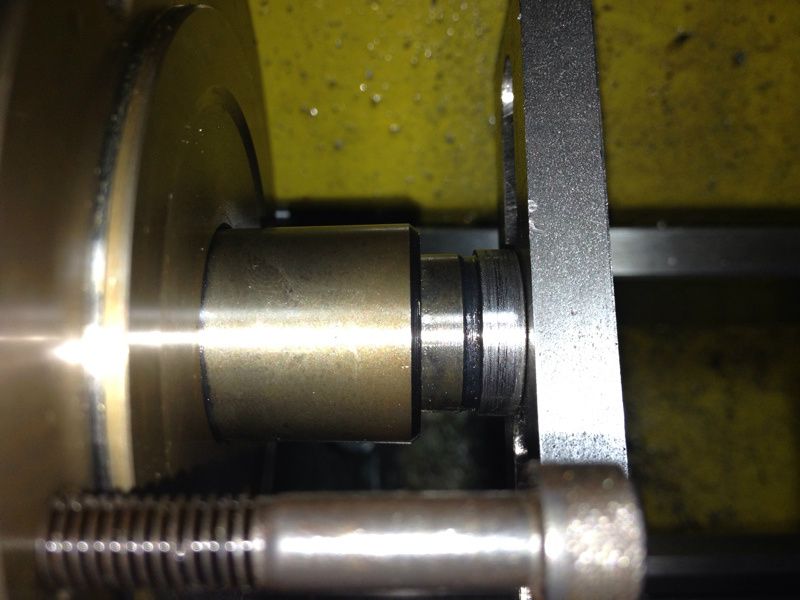
Set-Over CentreSherline's grooving tool in use. I find it rather expensive but it has proven itself to be a very useful tool. The groove created is the undercut for the threads. The live centre was only pressing against the stock lightly to keep the job in place.
 Set-Over Centre
Set-Over CentreThreading the 5/16" BSF was next. The 3 M6 cap screws were used as grip while turning the die holder's handle. Hope they wouldn't damage the threaded holes for mounting chucks and other accessories.
 Set-Over Centre
Set-Over CentreThreading completed. I had to cut away the half formed thread near the shoulder to allow the Base to go all the way in.
 Set-Over Centre
Set-Over CentreThe whole works on the arbor. Next is to find a way to get the 2MT arbor out of the 3MT sleeve.
 Set-Over Centre
Set-Over CentreThe threaded end of the 2MT arbor is just a tad lower than the slot for easy knocking out with a wedge tool (I don't have one anyway...).
 Set-Over Centre
Set-Over CentreThe 5mm Allen key and a small hammer did the job of breaking it free.
 Set-Over Centre
Set-Over CentreThough still short of the 2 adjustments screws, a group photo of its members so far won't hurt.
 Set-Over Centre
Set-Over CentreThe Set-Over Centre on its rightful place. The 2 x 5/16" have yet to be trimmed flushed.
 Set-Over Centre
Set-Over CentreI'm getting excited as I'm coming to an end of this project. Wanted to buy the 2 x 2BA screws but the shop I always frequent only have them in brass. Maybe that will work. Should have buy them to test than merely walking away disappointed.
I've yet to test if the centre lies up with the centre line of the lathe. Feeling exhausted from the long boring showflat duty I was scheduled this afternoon, I decided to stop work, wash up, and do some reading before bed. Got to get up early for Resurrection Day service tomorrow morning.


